Production Settings: Sizing, Contouring, and Cutting Lists
Cutting list dimensions and NC coordinates must match each other exactly, in order to achieve a consistency from the work preparation to the machines (such as the panel saw and CNC). For this purpose, interiorcad has to learn about the production processes by some settings. Then, for each Custom Part, it is decided individually which dimensions are displayed in parts lists (finished dimensions, dimensions, cut dimensions) and which coordinates are required for NC programs.
You can display the following dialog by pointing to the "Settings" menu in the "interiorcad" menu and choosing "Production settings ...".
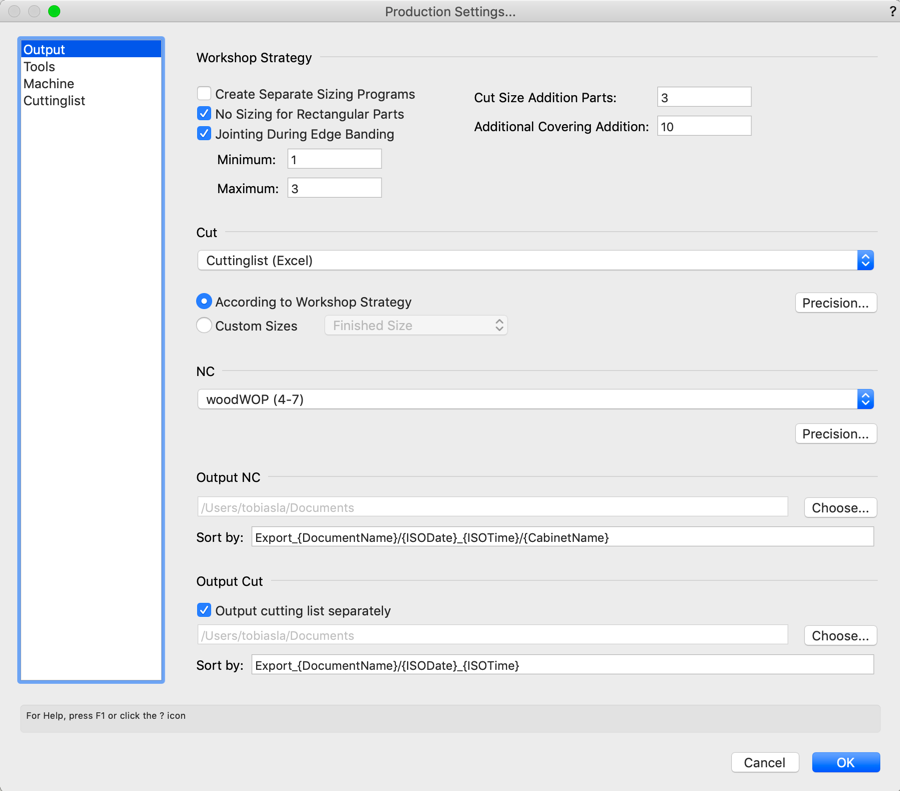
Tab «Output»
Workshop Strategy
- «Create Separate Sizing Programs»: Creates additional CNC programs for the outer contours of the workpieces.
- «No Sizing for rectangular parts»: If this option is active, interiorcad does not export the formatting for rectangular workpieces, but only the machinings for the workpieces in finished size. Polygonal workpieces or workpieces with curved edges are always formatted. The dimensions of the formatting and the cutting list are depending on the option «Jointing during Edge Banding».
- «Jointing during Edge Banding»: If the edge banding machine has a joining unit, it's technical details will be considered. If the aggregate is dynamic, a minimum and a maximum value can be defined. If the edge is thinner or thicker, the workpiece dimensions are changed accordingly. If a fixed joining unit is used, the user should adjust the two values to the same dimension.
- «Cut Size Addition»: This is the measure that the form milling cutter will cut away - The addition is used for calculating Sawn Size and Sawn Cut Size.
- «Output precisions»: This setting determines the precision of the output.
Cut
- Cutting List formats:
- Cuttinglist (Excel): This export creates a cutting list file that can then be opened in a spreadsheet application (like Excel). The contents of the cutting list are configured on the tab «Cuttinglist».
For import in other programs, following exports are available. No fittings are exported.
- Ardis
- BestOpt (File or Clipboard)
- BormBusiness
- Corpora
- CutList Plus (Clipboard)
- CutterList
- heos_SL
- HHOS
- HomagProductionlist
- Kuhnle
- Lackner
- Moser
- OPAL
- OPCUT
- OSD
- PiosProfessional
- ProOptimize
- s-plus
- SchellingHPO
- Cut Rite
- Schreiners Büro (Clipboard)
- SelcoOptiplanning
- SwissSoft
- Trivisio_SL
- WebOpt
- WoodWorks (Clipboard)
- Zuschnitt24 (Clipboard)
- «Cutting List Sizes»: This setting determines which dimensions are calculated for the cutting list output. The sizes can either be According to Workshop Strategy (which is the recommended default!), or one of the four fixed sizes:
According to NC output consideres the previously set production strategy with sizing and jointing and adds nessessary additions. Not using this setting signifies to recognise the strategy outside interiorcad.
Finished Size means the finished workpiece including the edges.
Finished Cut Size means the finished size minus the edges.
- Sawn Size is the finished size plus the double cut size addition.
- Sawn Cut Size is the finished cut size plus the double cut size addition
NC
Available NC Machine Formats:
- woodWOP (4-7): This export creates an output for woodWOP 4.5 or newer The extension of the generated files is «.mpr».
- NC-Hops 4+5+6: This export creates an output for NCHops 4, 5 or 6 The extension of the generated files is «.hop».
- Xilog Plus: This export creates an output for Morbidelli/SCM machines powered by Xilog. The generated files are converted to the required .pgm files by a helper tool of the Xilog installation named «WinXIso».
- WoodFlash: An export for WoodFlash 2-4. The extension of the generated files is «tcn».
- ImaWOP 3-9: This export creates an output for ImaWOP 3-9. The extension of the generated files is «fmc».
- GannoMat: This export generates an output for the GannoMat ProTec ASCII postprocessor. The extension of the generated files is «ascii».
- Maestro CNC: This export creates an output that is automatically converted using the Xilog Maestro XConverter. The extension of the generated files is «pgmx».
Output NC / Output Cut
- «Output directory»: This setting determines in which directory the NC-Export or the Cuttinglist export will be saved.
- «Sort by» contains placeholders for separate subdivisions in the output path. The variables can be found in the help text.
Precision
- «Output significant digits only»: This option prevents exporting zeros at the last positions after decimal point.
Tab «Tools»
Use this tab to set your tool configuration. interiorcad automatically selects the best possible tool for every CNC machining from this database. Various configurations, for example for different types of wood, can be saved as default

In this dialog, you should add all the tools of your CNC, which are used for the machinings supported by interiorcad.
Any number of tools of any type (drills, cutters, saws) which differ in their functions can be created.
For the machinings in interiorcad, tools are then selected as follows.
Drillers:
Vertical Drillings
Vertical drillings with a diameter of a vertical driller or 5-axis driller in the tool database are exported as drillings. The vertical driller is given priority over the 5-axis driller.
Is no driller available, but a cutter with a smaller minimum circle pocket diameter, the drillings are exported as circular pockets. The milling cutter with the largest diameter is always preferred.
Horizontal Drillings
Horizontal drillings with a diameter of a horizontal driller, a c-axis rotated driller or 5-axis driller in the tool database are exported as drillings. The horizontal driller is given priority over the c-axis-rotated driller and the 5-axis driller.
Machinings and properties of drillers
The logic for center punches is identical to that for drillings. You only have to assign the function to the drills. Is the option "Default for Center Punch" enabled, this drill is used for center punches of any diameter. By setting this standard, for example, the center punch diameters, that we set in the fittings database are overwritten.
Drillings in an axis-parallel grid are automatically converted to hole lines.
It is also possible to specify an Installed Diameter. This is then used instead of the real diameter. Drills with the same tool ID are accepted.
Depending on the machine WOP, separate Drilling Through drills may have to be installed.
Cutter and Saw
Dado
Dados are sawn or milled. Sawing has priority over cutters, axis-parallel tools have priority over spinned tools and 5-axis tools, then the number of passes is minimized by using the tool with the largest diameter.
Rabbet
A rabbet is always exported with the milling cutter. The best cutter is selected with the largest possible diameter. If then the rabbet is still wider than the cutter diameter, it is milled several times.
Miter
Miters are always sawn.
Tab «Machine»
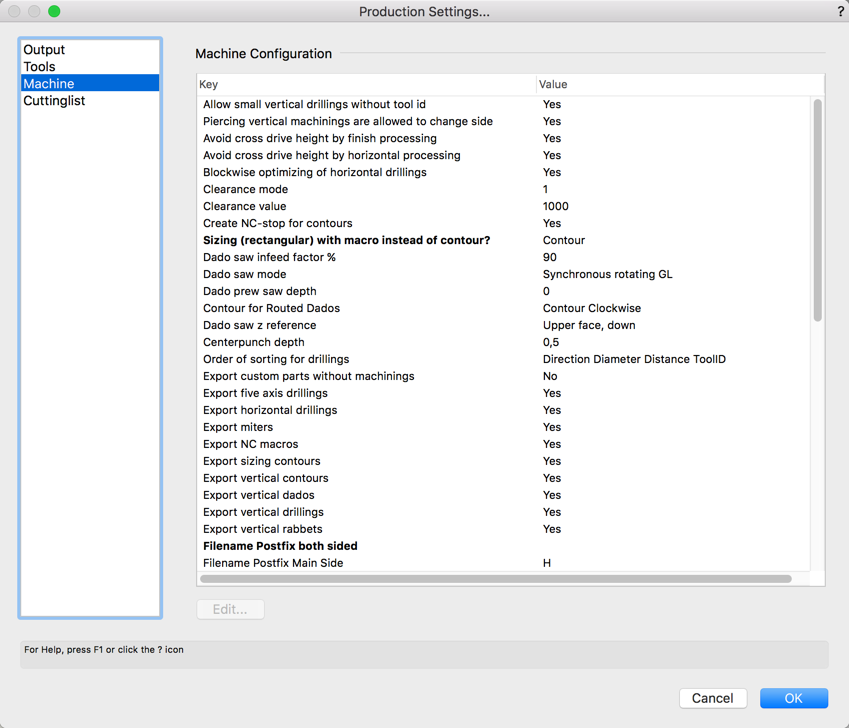
In the machine configuration, there are most times five groups of settings:
- Axes of references
Specify the starting point and the direction of a machining. For example: the value "Upper face, downwards", means that positive values go down into the workpiece from the upper face. - Export Filter
For each machining type, you can set whether or not to export it. We strongly recommend the standard to export all edits. If you disable 5-axis drillings and export a document that contains such a drilling, this drilling is not exported without a warning in the log file. - Generell Settings
- Machining Settings
These parameters allow to optimally adjust the CNC output to your production.
General parameters would be for example- the minimum size of Custom Parts to be exported, and whether Custom Parts without machinings are exported.
- the output of DOS-specific filenames and their postfixes
- the z-addition of drill-through holes and milled-through contours
- the depth of center punches
- the direction milled dados and rabbets
- WOP-specific Settings would be for example
- the free-ride value and the parking position of the drill head
- the generation of mirrored programs
- Mirrorings and workspaces in Xilog Plus
- the path to Winxiso (Xilog Plus) and the XConverter (Maestro CNC)
- File names of the tool file
Sorting and optimization
In order to avoid collisions and to minimize the processing time of a workpiece on the machine, the export tries to achieve the best possible result through a series of built-in automatisms. The machinings are exported in the following order:
- Vertical machinings
- Horizontal machinings
This sequence applies to vertical or horizontal drillings, not to circular pockets.
- Direction: sorted by drill direction
- Diameter: sorted by diameter in ascending order
- Distance: as short as possible
- ToolID: by tool ID
The travel path optimization is as follows:
- Summary by surface
- Summary by machining
The "order of the NC machinings" and the "order of sorting for drillings" can be adapted in the machine configuration if required.
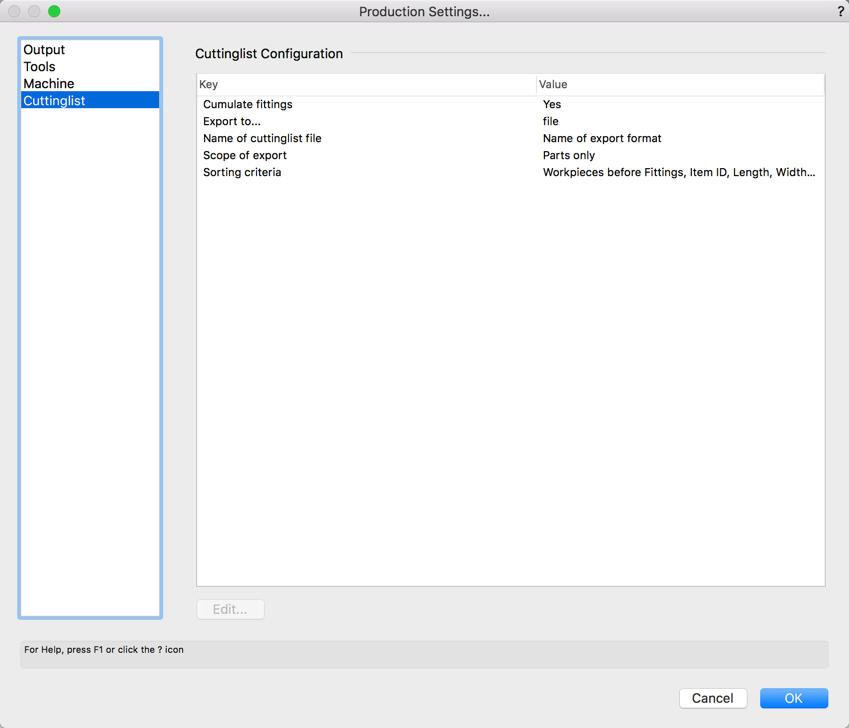
Tab «Cuttinglist»
On this tab, you configure the cutting list output. The available fields vary depending on the export. For example, no fittings are exported to the cutting optimization. You can find most of the settings for the Cuttinglist (Excel) shown below. Here you can define whether fittings are exported, whether they are summarized, how the list is sorted and whether you want a file with a specific name or an output to the clipboard.